Innovation of Machining Difficult -to-Cut Materials
Vertical-Type High Reciprocating Forming Grinder





ULTRA PRECISION VERTICAL TYPE HIGH RECIPROCATING WHEEL FORMED GRINDING MACHINE
 VHG SERIES
VHG SERIES重研削から高品位仕上げまで、幅広い用途で活躍する高精度ロータリー研削盤シリーズ。加工径⌀600〜1500mmまで対応。

Machining of inconel alloy with shape error of within ±1μm

Grinding of maximum 160mm in length is possible.
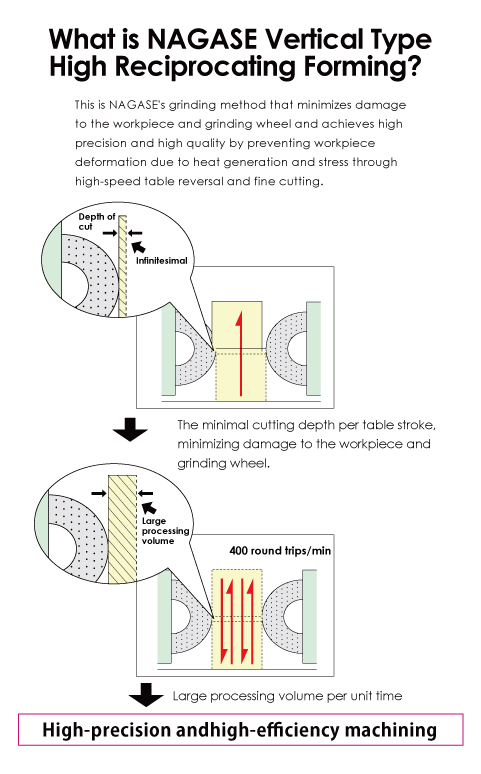
In order to achieve efficient and accurate machining while minimizing damage to the workpiece and grinding wheel, a vertical high reciprocating table is mounted. (With VHG-80, a maximum of 400 reciprocating motions per minute is possible at a stroke of 60mm.) By restricting infeed amount per time, damage to the workpiece and grinding wheel is reduced and a machining amount per unit time is increased, thus realizing highly accurate and efficient machining.
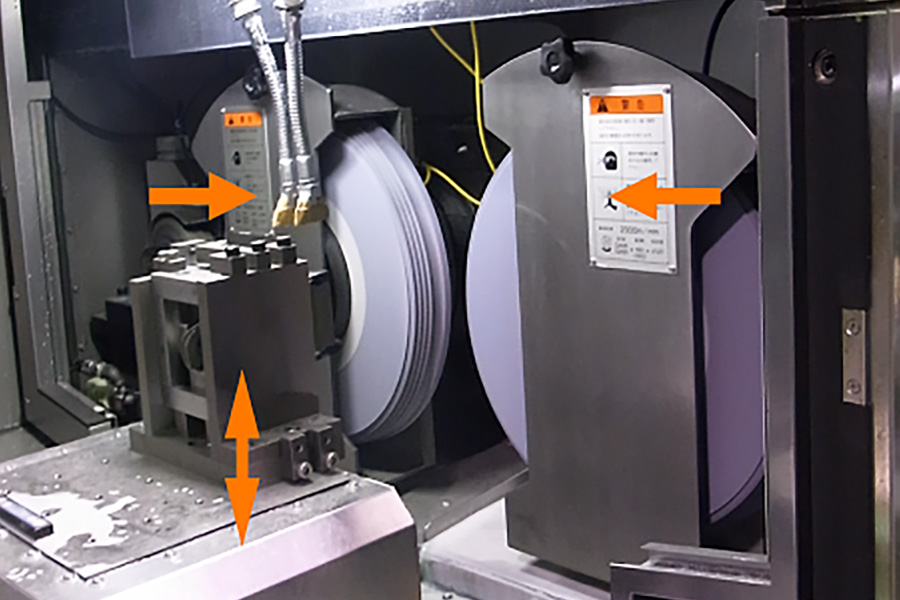
The shape of the formed grinding wheel on the right and left sides each is transferred to the workpiece set on the center table.
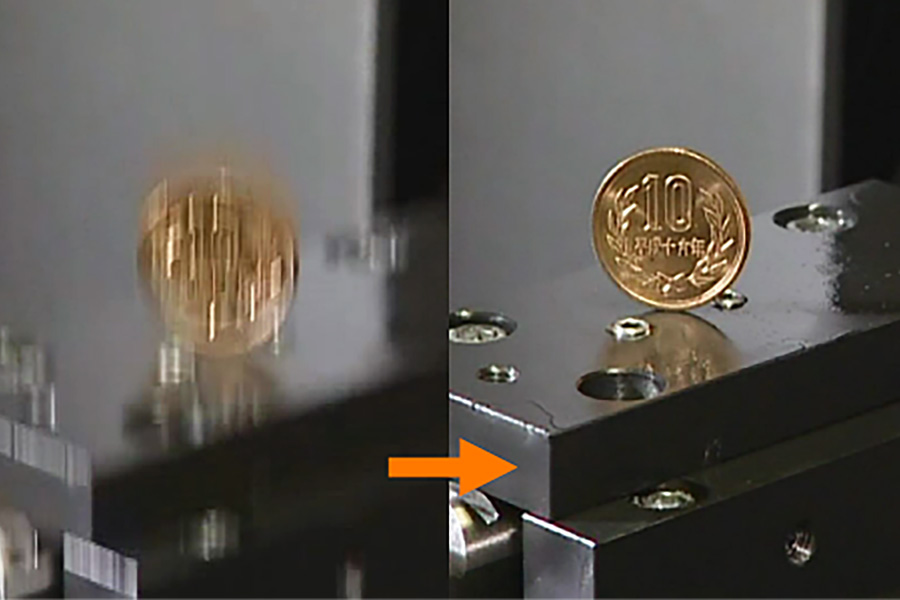
The table guideway employs NAGASE original non-contact hydrostatic guide. The vibration damping property is high because of friction-free and wear-free characteristics, and vibration is minimized because of the mutually vibrating table reverse rotation structure. Reverse rotation with ultra-low vibration does not cause a coin standing on its side to fall when placed on the table interlocked with the machine.
Rigid horizontal infeed axis and cross positioning axis of the grinding wheel spindle employ a rigid rolling guide so that high positioning repeatability and accurate micro infeed in units of 0.1μm can be done.
The rigid grinding wheel spindles arranged in the horizontal direction are effective for simultaneous machining on both sides. Because of a stress balance maintained on both sides of the workpiece, the grinding wheel and workpiece are less damaged, the grinding wheel once formed is hard to be deteriorated and the service life of the grinding wheel is prolonged largely compared to the conventional method.
A rotary dresser is mounted on each side of the right/left grinding wheel spindles. Dressing is possible, as required, to prevent the grinding wheel from being deformed and abrasive grains from being worn in order to ensure stable, accurate and efficient machining.
An ultra-high speed vertical-type high reciprocating table with maximum 150 reverse rotations/min (at the stroke of 160mm) is mounted. The mutual vibration mechanism minimizes the effect of table reverse rotation shock on the grinding surface. The combination of the highly rigid grinding wheel spindle and the horizontal infeed axis/cross positioning axis employing an accurate rolling guide enables accurate infeed even of hard-to-cut materials.


After form fabrication of the grinding wheel, form fabrication grinding of not only steel and ceramics but also new materials and hard-to-cut materials is done efficiently. Unconventionally accurate positioning and rigidity are ensured to minimize damage to materials during machining. The machine is designed to minimize the effect of errors in perpendicular parallelism such as machining load fluctuation or posture change, and enhance machining accuracy. Various guideway structures can be combined and a peripheral system can be mounted.
| Machine/Items | Grinding Length | Stroke (length x width) |
Grinding Width | Vertical Min. set unit | Longitudinal Min. set unit | Loadable Weight | Wheel Size (OD x W x ID) |
|---|---|---|---|---|---|---|---|
| mm | mm | mm | mm | mm | kg | mm | |
| VHG-80 | 80 | 40 x 80 | 50(60) | 0.0001 | 0.0001 | 15 | ⌀250〜450 x 50(60) x ⌀127 |
| VHG-160 | 160 | 100 x 160 | 80 | 0.0001 | 0.0001 | 35 | ⌀250〜⌀405 x 80 x ⌀127 |
| Machine/Items | Size | Chuck Size | Table Working Area (length x width) |
Table Top to Spindle Center |
Vertical Min. set unit | Cross Min. set unit | Wheel Size (OD x W x ID) |
Wheel Axis |
|---|---|---|---|---|---|---|---|---|
| mm | mm | mm | mm | mm | mm | mm | kW | |
| SGC | 96 | − | 1170 x 470 | 820 | 0.0001 | 0.0001 | ⌀250〜510 x 38〜50 x ⌀127 | 7.5 |

Customers who are thinking of introducing new facilities are welcome to ask us for test machining or visit our factory. Please feel free to consult us. Please inform us of facility conditions, size and material of machining workpieces, machining time, etc. in detail. Depending on the contents of your request, sales personnel in your district will make a proposal to meet your requirements.
{kind=link}