


Machining examples

○ Micro processing on free curved surface
(or fabrication of advanced and complicated free curved surface)

■ Minute grooving on free curved surface (processing of free curved surface sin curve)
Various kinds of minute form processing on free curved surfaces with the tool set perpendicular to the free curved surface, using 3 linear axes (X, Y, Z) and 3 rotation axes (A, B, C)

■ Minute grooving on free curved surface (grating of free curved surface)
Fabrication of 10,000 minute grooves with a depth of 1μm and a pitch of 2μm on the free curved surface (logo) with width of 20mm
The groove pitch accuracy is within ±0.15μm.
Work material: Electroless nickel-phosphorous plating
○ Various kinds of minute processing on medium to large areas
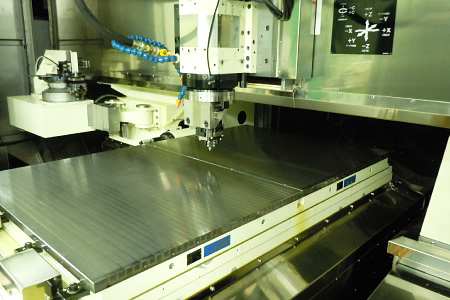
■ In compliance with manufacture of large optical films and lens dies.
History of developing machines with a maximum machining area of φ700 or “1600x900mm” compatible with optical films for large light guiding plates, reflector plates, polarizing sheets through large lens dies

■ Machining of 1μm-quadrangular pyramids
Accuracy in minute grooving is visible at the intersection of cross machining and longitudinal machining. Machining of even 1μm-quadrangular pyramids achieves a sharp intersection.
Work material: Electroless nickel-phosphorous plating

■ Optical sheet die sample (minute V grooving)
Fabrication of 40,125 grooves with a depth of 2μm and a pitch of 4μm, using a 90°V-tool.
The result of tool transfer to the workpiece shows that the interpolation accuracy of the X-Y axes is about 20nm.

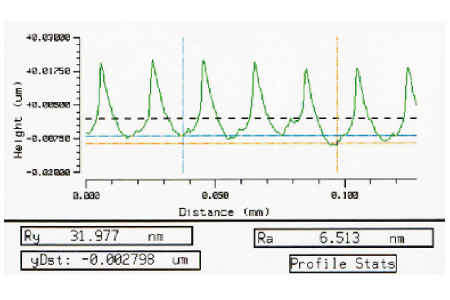
■ Optical sheet die sample (processing of minute V groove sin curve)
Fabrication of 10,000 grooves with a depth of 1μm and a pitch of 2μm, using a 90°V-tool.
The result of tool transfer to the workpiece shows that the interpolation accuracy of the X-Y-C axes is about 150nm.
○ Machining of ultra-small lenses
(below φ500μm or high aspect and wide area micro lens processing)

■ Machining of ultra-small lenses (machining of ultra-small and high aspect ratio micro lenses)
Through the unique machining system with ultra-low vibration and constant temperature, machining of micro lenses within a range of φ50μm through φ500μm is possible. Machining of ultra-high aspect ratio lenses is also possible.

■ Machining of micro lens arrays in large area (up to size A in the past)
Machining of micro lens arrays (up to 350,000 pcs. in the past) in a large area is possible. Minimized tool wear and high quality can be ensured.
Surface roughness: Ra 2.1nm, Rz 15.3nm
Features

1. Command value follow-up performance utilizing 1nm-resolution
Outstanding repeatability at the machining point.
Ultimate nano processing machine aiming for “zero transfer error”.
The non-contact hydrostatic guide, based on the development of nano machines over the years, is employed in the X, Y, Z and C axes. Outstanding performance of following up the command value in units of nano and excellent repeatability are achieved.
2. Combination of high-speed feed and high-quality machining
Original super-precision linear motor drive system.
The actuator drive system for the X and Y axes uses a Nagase original super-precision linear motor. In addition, the Z axis (for vertical movement) of each axis is ready to accommodate the linear motor (optional). The X axis and Y axis feed speed is 25m/min. and the Z axis feed speed is 1m/min. With each simultaneous operation, accuracy is enhanced and higher quality machining is possible at a higher speed than ever.
3. Versatile machining by simultaneous 6-axis control
The newly developed tool swing axes (A and B) enable simultaneous 6-axis control (optional). In addition, right angle machining in two directions on the free curved surface is possible, which has been impossible with conventional machines. By synchronizing the 1-nano resolution feed X/Y/Z axis and the work rotation C axis, versatile machining is possible on the die surface for lenses and lighting equipment.
4. Machine design based on minute structural analysis
The bed, saddle, table, column, etc. have highly calculated and rigid structure. The design principle of thermally symmetrical structure is incorporated to cope with long-term machining and change in ambient temperature environment.
5. Super-precision control of oil temperature and cutting fluid temperature
Oil temperature is precisely controlled in units of 0.001 (standard) or 0.0001 (optional), and a change in the machine posture and each axis according to the temperature change is thoroughly restricted. Furthermore, the temperature of cutting fluid or mist-type cutting fluid is under stable control at ±0.1℃ (standard) around the machining point. It is possible to optionally select machining fluid out of the “nvac product line” to suit customer requirements.
7. Unchanged accuracy and value after a decade of use.
Because a non-contact type guideway is employed, the deterioration of accuracy over time is minimized.
The covering, mostly made of SUS, retains its appearance over time.
8. Total support of minute processing through vibration removal, ambient temperature control, measurement, CAD/CAM, etc.
In order to obtain high repeatability and high accuracy minute processing, the design and construction of the machining system as a whole is vital. From this perspective, Nagase will make a proposal of a vibration removal base, chamber, measurement equipment and CAD/CAM as a set suitable for micro processing. For details, click the following options.
■ Repeatability of vertical axis for 30nm-grooving: 2.7nm

■ Accuracy of 10nm-step feed at machining point

■ Machining by using linear axes (X, Y, Z) and work rotation axis (C)
Repeatability of C-axis super-precision indexing: 0.189 sec.

■ Because of the ultra-low vibration characteristics, non-contact surface shape measurement is possible by mounting a white light interferometer (ZYGO, etc.) on the machine.
Options


■ Super-precision active vibration removal system “Nano Stabilizer”
In order to remove external disturbance of about 30 – 50nm caused by using the independent foundation, an active vibration removal system under the 3-point supporting servo acceleration feedback control can be incorporated (optional).

■ Super-precision ambient temperature control system “Nanoenviror”
In order to control deformation of the processing machine itself and thermal deformation of the workpiece, the temperature is controlled in units of 1/100℃ or 1/1,000℃.
One is a super-precision fixed type, mostly composed of insulation materials, to achieve 23℃±0.1℃ 24 hours a day, and one is a simple type which can be easily installed.

■ Super-precision tool shape measurement unit “Nanoeye”
A tool in rotation is measured with submicron resolution. The tool tip position and diameter are automatically measured. Measurement of deflection of various tools is also possible. Measured data can be checked through numerical data output and visual output (option).

■ CAD/CAM software CAP-nano1 for aspherical surface machining
Extensive numerical operation software for machining support and minimizing the degree of dependence on the operator’s technical skills.
Machining of aspherical surfaces and other functional surfaces is also available. Inputting a functional expression enables easy conversion to a CAD/CAM program (optional).
* Grooving and turning & grooving



1. A variety of roll processing by simultaneous 4-axis control
The simultaneous 4-axis control (*) allows different kinds of minute grooving, screw grooving, cross prism and other pattern grooving are possible on a maximum of “2000×φ805nm” rolls. (*Total of 7 axes including the cutting chip nozzle axis, etc. can be controlled.) The machine is designed for long-term machining thanks to high rigidity at the machining point.
2. A large-size workpiece of 1 ton in weight and 2000mm in length can be rotated and indexed with unprecedented accuracy.
A rigid non-contact bearing and a work clamping mechanism are employed in the rotating & indexing axis (C axis) so that a workpiece of more than one ton can be held with no deflection. The DD indexing unit originally developed for nano processing machines achieves high speed rotation of max. 400/min. and accurate indexing at 2/100000°. Roundness is below 1μm and repeatability in the entire area is below ±0.25, thus allowing various minute roll machining with unconventional accuracy.
3. Ultimate straightness accuracy and synchronization accuracy
Rigid and precise tool indexing axis
The cross axis (X) and longitudinal axis (Z) employ a coreless linear motor and non-contact hydrostatic guide. The tool post rotation (B) axis also uses originally developed ultra-high accuracy and high-rigidity indexing mechanism. Submicron straight motion accuracy and excellent thermal displacement characteristics achieve machining with high repeatability for an extended time. The interpolation motion of the cross axis and longitudinal axis also demonstrates excellent follow-up performance.
4. Unique functions for machining efficiency and quality
Up to 4 sets of tools can be automatically changed as a standard feature. Vacuuming of cutting chips follows up the machining point by NC control. A powerful vacuum pump and an ideal nozzle shape prevent machining errors.
5. Thorough elimination of the effect of external disturbance
A thin active vibration removal base is mounted as standard equipment to eliminate the effect of external disturbance during machining and ensure a stable, quality surface. Measurement by using an optical microscope on the machine is also possible.

■ Machining example of 50μm-quadrangular pyramid

■ Grooving
Specifications
| Model/item | Size | Chucking size | Table work area | Stroke Cross (X axis) x Table (Y axis) |
X, Y, Z (vertical) Axis minimum unit |
Work rotation/ tool rotation axes |
X/Y-axis rapid feed speed | Machine weight |
|---|---|---|---|---|---|---|---|---|
| mm | mm | mm | nm | °(度) | m/min | ton | ||
| NIC | 300α | φ350 | 400×400 | 400×400 | 1 | 0.000001(0.000002) | 20 | 8.5 |
| 300 | φ350 | 400×400 | 400×400 | 1 | 0.000001 | 20 | 8.5 | |
| 700 | φ600 | 700×700 | 730 | 1 | 0.000001 | 25 | 16 | |
| 1408 | 1400×800 | 1400×800 | 1000 | 1 | 0.000001 | 25 | 30 | |
| 1509 | 1500×900 | 1500×900 | 1750 | 1 | 0.000001 | 25 | 33 | |
| 1609 | 1650×900 | 1650×900 | 1800 | 1 | 0.000001 | 25 | 34 |
| Model/item | Effective workpiece diameter | Effective workpiece length | Right/left rapid feed speed | Right/left minimum setting unit | Right/left effective stroke | Back/forth minimum setting unit | Back/forth effective stroke | Workpiece axis minimum setting unit | Workpiece axis maximum rotation speed | Tool rotation axis minimum setting unit | Machine weight |
|---|---|---|---|---|---|---|---|---|---|---|---|
| mm | mm | m/min | nm | mm | nm | mm | °(度) | min-1 | °(度) | ton | |
| NICR-1600 | φ100〜500 | 1600 | 20 | 1 | 2250 | 1 | 240 | 0.000001 | 400 | 0.000001 | 30 |
| NICR-2000 | φ295〜805 | 2000 | 20 | 1 | 2450 | 1 | 275 | 0.000001 | φ600以下150 φ600以上100 |
0.000001 | 40 |
■ Contents and specifications are subject to change without prior notice. The contents of description and pictures may contain optional items. To place an order, check the manufacture specifications for detailed contents.
■ Actual machine accuracy and machining accuracy described on this site may differ depending on the measurement and machining conditions.
■ For further details, you may request specifications, technical information, etc.
■ For resale or export of the product, contact us in advance. Exporting products requires designated procedures as determined by the Foreign Exchange and Foreign Trade Control Law.
■ This product must not be transferred for any purposes of use that prevents international peace and security, or used for one’s own purpose or by any third party.
Link to related items
Inquiries


Customers who are thinking of introducing new facilities are welcome to ask us for test machining or to visit our factory. Please feel free to consult us. Inform us of your facility conditions, size and material of machining workpieces, machining time, etc., in details.
Sales personnel in your district will make a proposal designed to meet your requirements.